








Sensors and Electronics
Acquire ‒ Measure ‒ Control
The individual components of a measuring system are important elements that determine the performance and the technical possibilities of the system. It is the small but subtle differences that simplify the handling of a system and significantly increase its functionality. Especially in the digital age, automation is only conceivable if the sensors and the downstream electronics also have a certain amount of intelligence. And this does not even have to be artificial.
PRIAMUS Sensor Concepts
Sensors are basically there to record the most important process parameters and to forward them to a system for evaluation in the simplest possible way, «Plug & Measure» so to speak. However, not all sensors are the same: depending on the technology and technical requirements, certain basic conditions must be met. This is why PRIAMUS sensors are unique. Their design, reaction speed and the connection technology used have been optimized for the injection molding process.

We show our colors
With us you can bet everything on red or everything on black with a clear conscience - in the end you win!
To avoid confusion between cavity pressure and cavity temperature sensors, we use a consistent color concept: red for cavity temperature sensors and black for cavity pressure sensors. This color distribution applies to all plugs of connecting and extension cables of the corresponding sensors.
In addition to this color differentiation, our plugs also have different connections and diameters to avoid confusion.

Compact Sensors
Tight installation conditions? Not for this sensor!
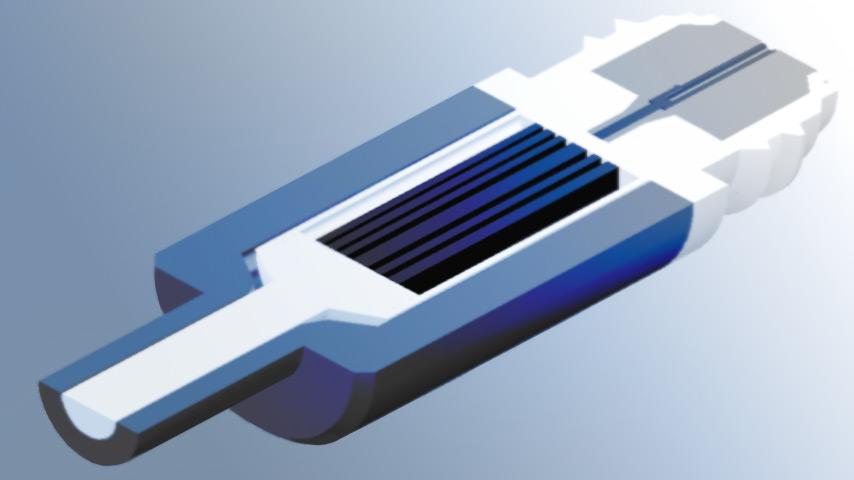
PRIAMUS compact sensors are used to measure both the cavity pressure and the cavity temperature. As the name suggests, they are «compact». The rigid sensor housing is installed axially in the cavity inserts of multi-cavity molds without connection cable. The measuring signals are then transmitted via a quick disconnect. The length of the sensor housing is variable and can also be somewhat longer if the installation conditions are not quite so tight...
Compact sensors are easy-to-handle and inexpensive to maintain. They are used in many cavities and wherever installation conditions are tight.
Another advantage is easy cleaning: put on the protective cap and put it into the ultrasonic bath.

Flexible Quick Disconnects
Flexible quick disconnects are available for measuring cavity pressure and cavity temperature. Thanks to a simple plug-in connection, flexible quick disconnects can be easily installed and removed while the sensors remain in the mold. This makes it easier to manufacture and maintain the cavities.
Compared to compact sensors, our flexible quick disconnects are equipped with a connection cable which is - as the name suggests - «flexible». Thanks to this flexible cable connection, sensor and quick disconnect can be placed in different positions. Compared to a sensor that is installed in the mold platen itself, the sensor position can be chosen flexibly. The size of the mold insert is not important.
Floating Quick Disconnects and Compact Sensors
Times change - so do the installation tolerances of mold inserts!
Mold inserts are often installed in the floating manner to allow standardization when replacing a defective mold insert. This means that they are no longer fitted exactly into the mold platen, but are provided with a generous tolerance. This is also referred to as «floating mold inserts».
For this installation situation, we have developed a new type of quick disconnect system that automatically compensates for the lateral displacement of the mold inserts. This is made possible by the fact that the two quick disconnect plugs «find» each other automatically during installation, which would inevitably lead to a collision in the case of a rigid disconnect concept.
Floating quick disconnects simplify the exchange of mold inserts because the quality criteria for the mold engineers are much lower. This is a prerequisite for the standardization of molding components, especially in a global environment.
Floating quick disconnects are available for both cavity pressure and cavity temperature sensors.

Machinable & hardened Sensor Fronts
Long live the hardened sensor front! Our sensors are available with hardened or machinable sensor fronts. But which one fits best?
Machinable sensor front
All PRIAMUS cavity pressure sensors as well as some cavity temperature sensors can be machined at the sensor front and thus adapted to the cavity contour. They are suitable for processing most standard plastics, but wear out faster with highly abrasive plastics.
Hardened sensor front
For aggressive and abrasive plastics such as ceramic melts or melts with a high filler content, sensors with a hardened sensor front are the first choice. Hardened sensor fronts are more resistant and thus significantly extend the life span of the sensors.
The picture shows impressions of sensor fronts after about 2,000,000 cycles with abrasive plastics: the machinable sensor front 015 has already been significantly worn down compared to the hardened sensor front 014.

PRIAFIT® Mounting Sleeves
Is the installation of pressure and temperature sensors in the mold something that has to be learned? No, thanks to our PRIAFIT® mounting sleeves it doesn’t.
Compared to the conventional installation variants with mounting nut or distance sleeve, PRIAFIT® mounting sleeves score points with the following advantages:
- The length of the mounting sleeve can be within a certain tolerance range during installation. This simplifies the requirements for the mold engineer.
- With PRIAFIT® mounting sleeves, nipple threads that have to be manufactured deep in the bore are a thing of the past.
Sensor installation is simplified, less time-consuming and ultimately - and this is the decisive factor from the customer's point of view - cheaper.
Cavity Pressure Sensors
With PRIAMUS cavity pressure sensors the properties of an injection molding part are already monitored during production and adjusted if necessary.
Cavity pressure sensors are active sensors, which means that neither power supply nor electronics are installed in their housing. This makes the sensor a real flyweight. Yet thanks to the right technology, they can easily withstand the high temperatures in the injection mold despite their small size and weight.
PRIAMUS cavity pressure sensors have separable connection cables that can be easily exchanged. In addition to angled connection cables, some sensors have hardened or machinable sensor fronts. Most sensors are equipped with PRIASED® sensitivity detection or PRIASAFE™ protective cover.
PRIASED® Automatic Sensitivity Detection
Plug & Measure - PRIASED® makes working with cavity pressure sensors child's play.
PRIASED® is a system for automatic sensitivity detection for cavity pressure sensors. Measurement data on sensor sensitivity are stored on a hardware code, which is permanently installed in the sensor housing.
PRIASED® offers the following advantages:
- Plug & Measure
Automatic assignment of the correct settings: The user does not need to worry about the correct sensitivity values of the sensors.
- Error reduction
Due to the automatic assignment there is no mix-up.
- Robust and temperature resistant
The hardware code can withstand high temperatures.
In recent years, the concept of automatic sensitivity detection has become widely accepted in process monitoring and closed-loop process control. Automation as required in the "IoT" (Internet of Things) environment is hardly conceivable from today's point of view with manual settings.
PRIASAFE™ Installation-safe Sensor with Protective Cover
Even the best sensor can be used in the wrong way!
Cavity pressure sensors are highly sensitive measuring instruments that deliver very precise results. The sensitive part of the sensor must stand freely in the bore and may not touch the bore wall. If this happens anyway, the sensor sensitivity is reduced due to the so-called «force shunt» and the measurement results are therefore incorrect.
PRIASAFE™ is a concept in which the sensor is surrounded by a protective cover. This protects the sensor from negative force effects due to incorrect installation and thus ensures correct measurement results.

Angled Connectors
Angled connectors - simple but effective!
Tight installation conditions? With our angled connectors you can save space where there is none.
Small sensors are required for tight installation conditions. Often, however, it is not the size of the sensor that causes the mold engineering headaches, but the question of where to place the connection cable.
Our answer: angled connectors!
Many of our cavity pressure sensors are available with angled connectors to lead the connection cable laterally outwards. Sensor modifications? Not necessary, because the connection cable can be separated from the sensor and thus be replaced at any time.
Cavity temperature Sensors
In addition to the cavity pressure, the cavity temperature plays a key role in process monitoring, open-loop and closed-loop process control.
PRIAMUS cavity temperature sensors have a high reaction speed. Our sensors are specially optimized thermocouples of type N (NiCrSi-NiSi). This thermocouple combination was chosen because, compared to other thermocouples, it does not show any corrosion and is not subject to irreversible temperature shifts.
As with the cavity pressure sensors, our cavity temperature sensors also preferably use signal lines with a secure ground connection and connectors. In order to avoid interference such as signal noise due to grounding problems, we do not use open cable ends as a matter of principle.

Dynamic Temperature Measurement
Temperature plays a decisive role in the injection molding process, because the injection molding process cannot be described by cavity pressure alone.
In addition to temperature measurement, cavity temperature sensors are also used to detect the position of the plastic melt in real time. In order to correctly control and regulate the injection molding process, a very short reaction time of the sensors is crucial. Conventional thermocouples are simply too slow for this. PRIAMUS cavity temperature sensors have been developed and optimized especially for this task. Each sensor is also checked for its reaction speed before delivery.
In contrast to static temperature calibration, there are no applicable standards for dynamic behaviour, which is why specially developed test procedures are used.
Electronics
For us, the term «electronics» covers a range of devices required for measuring, evaluating and communicating measurement and control signals. These include, for example, pressure and temperature amplifiers, interface devices, displays and control devices through to simple signal lamps. All components are modular and can be easily combined with each other. This way, the electronic devices can be adapted to the requirements of the respective application - for example with regard to the required number of channels.
BlueLine Concepts
The way is the goal - BlueLine hardware transmits data from the sensor to the device for closed-loop process control and process monitoring.
BlueLine is our modular, digital hardware concept, consisting of a multitude of different components. No application is like the other - thanks to the modularity of the BlueLine hardware, we will find the right solution for you as well.
Four-channel and 16-channel digital amplifiers for cavity pressure and cavity temperature, modular machine interfaces, multi-channel connector boxes, a large selection of suitable connection cables and various hardware accessories can be individually assembled and combined.

Digital Electronics
The changeover from analog to digital electronics was a decisive step that led to a significant simplification in the handling of complex measuring systems. Digital data transmission enabled both the susceptibility of the signals to interference and the number of necessary cables and components to be significantly reduced.
All electronic devices of the BlueLine series communicate via a bus protocol and can therefore be combined with each other as required using only one bus cable. Both the combination of BlueLine systems and data communication within a network can thus be made much more flexible.
Interface concepts
Interfaces form the basis for every process monitoring and closed-loop process control system. It goes without saying that without interfaces to the injection molding machine, the hot runner control unit, the peripherals or other components, the process parameters cannot be transferred.
There are two types of interface in injection molding technology: hardware interfaces and communication interfaces.

Hardware Interfaces
Status information about certain events, such as «valve gate nozzle open», «automatic switchover to holding pressure» or «remove reject part» is transmitted via hardware interfaces. These events are transmitted between the PRIAMUS system and the machine, robot or peripheral device.
The events usually comprise a physical voltage level (e. g. 0 V/ 24 V) representing the logical state «0» and «1». In future, this will also be possible entirely digitally via a real-time bus.

Communication Interfaces OPC UA
Communication interfaces are used to read and write setting parameters that are based on a communication protocol such as Euromap, SPI or other manufacturer-specific protocols. Possible setting parameters are injection profiles, holding pressure profiles or hot runner nozzle temperature control.
In principle, all parameters defined in the communication protocol can be read and written. Physically, the data can be transmitted via interfaces (RS-232, RS-485 or Ethernet), for example to the hot runner control unit or the master computer of the machine.

Compatibility of our Interfaces
It has always been a matter of course for us to provide a mature and standardized interface concept for alarm, status and switching signals instead of open cable ends. Our standardized interfaces are therefore offered by many machine manufacturers with their own order number for PRIAMUS systems.
For the communication of setting parameters - for example with the hot runner control device or with the master computer of the injection molding machine - PRIAMUS has been offering ready-made solutions for many years which can be selected from a database at the touch of a button - almost like connecting a printer to a computer.
Systems
A measuring system consists of the individual components required to solve a task. The goal is always to keep the complexity as simple as possible and the benefit as efficient as possible. This naturally requires sensors and electronics to be matched to each other and to work on a practically «Plug & Play» basis with each other. However, the essential thing is not the measurement of signals, but the benefit that is ultimately gained from the measured signals. In addition to simple process monitoring, automatic open-loop and closed-loop process control and digital data communication to higher-level systems play an important role here.
System Concepts
Process Monitoring
In process monitoring - as the name suggests - injection moulding processes are monitored on the basis of relevant process variables. Since the quality of the injection molded parts produced is not determined in the injection molding machine, but in the cavity of a mold, the cavity pressure and the cavity wall temperature in the cavity are the basis for the detection of good and bad parts. Specific characteristics of these signals correlate with the properties of the manufactured parts. Unfilled parts are detected in this way, as are deviations in mold temperature or differences in flow behavior.
As soon as the monitoring limits of these functions are violated in a validated process, this is automatically detected and forwarded in the form of a digital switching signal to the machine or peripheral devices for sorting out the bad parts.
Open-Loop Process Control
In open-loop process control we speak of an open loop. Here, parameters such as the switchover pressure to the holding pressure phase or the time recognition of the melt front are sent to the machine control system in the form of a switching signal in quasi real time.
This switching signal is transmitted during the current cycle, with no feedback for further process optimization. Not every switching signal provides the same effect. Switching over to holding pressure at a fixed pressure value may well lead to poorer quality under different process conditions. An automatic switchover to holding pressure based on the detection of the melt front is always carried out at the same filling level of the cavity, regardless of the viscosity of the melt and the filling speed.
Compared to closed-loop process control, the principle of open-loop process control is simpler and can be implemented with a much smaller system infrastructure.
Closed-Loop Process Control
In general, a closed control loop is used to bring a given physical quantity to a desired setpoint and to maintain it there by measuring and readjusting the actual value.
In closed-loop process control we speak of a closed control loop.
Compared to open-loop process control, the closed-loop process control parameters are not processed in real time but adaptively. This means that the parameters are not calculated until the end of the current cycle and are transferred to the machine control system via a host computer interface. This way, the new setting values of the injection molding machine for the following cycle are communicated via a protocol. In the process, setting profiles are transmitted such as for the injection speed, holding pressure, cylinder or hot runner temperatures or connected temperature control units.
Compared to open-loop process control, closed-loop process control takes a more holistic approach. Closed-loop process control permits much deeper intervention in the injection molding process, and considerably more parameters can be influenced. However, closed-loop process control also requires a much larger infrastructure.
Industries
We run with the hare and hunt with the hounds…
... because flexibility is one of our strengths.
The modular closed-loop process control systems from PRIAMUS are universally applicable and not limited to individual industries. Nevertheless, there are applications with very specific characteristics and processes in every industry. For example, the production of bumpers for the automotive industry clearly faces completely different challenges than the balancing of liquid silicone molded parts in a multi-cavity mold. In short, each industry has its own specific requirements for monitoring, controlling and regulating injection molding processes.

Medical Sector
The production of medical products is particularly strictly regulated. The injection molding processes used here must also meet the very high requirements. The standards of reproducibility, repeatability, safety and quality of the injection molding processes have the highest priority in the medical industry.
Validation also plays an important role for molded parts for the medical industry. Many manufacturers go their own way in order to safeguard their manufacturing processes. The resulting validation costs are extremely high and often exceed the investment costs of suitable quality systems.
Often it is not the process and quality of the molded parts that are validated as the end product, but the machine and the mold. However, constant machine settings do not necessarily lead to consistent part quality. We are convinced that the best way to compensate for fluctuations in the injection molding process is with a closed-loop process control system.

Automotive Sector
There are few industries in which injection molding applications are as numerous as in the automotive industry. In the vehicle interior, they can be found in the form of dashboards or door panels, while other parts, such as housings for headlights and taillights, bumpers or wheel arches are also produced by injection molding.
Whether gasoline, hybrid or electric: injection molding parts are used for all types of vehicles. The injection molding parts often replace parts made of metal and thus lead to a reduction in the weight of the vehicles, which ultimately also improves their energy balance.
As numerous as the applications are, so numerous are the problems:
Visible weld lines on large parts such as the dashboard, poor surface quality in the painting process, quality fluctuations in multi-component parts or material overmolding - these are just a few of the challenges we encounter in injection molding for automotive parts.
A closed-loop process control system is therefore the best approach to master such challenges.

Bio Plastics
Bio plastics have long since ceased to be a mere fad, but are an important industry that will continue to play a decisive role in the future. We have been following this development for a long time and actively promote the processing of biological, biodegradable and recyclable plastics.
Our expertise in mold and hot runner technology plus innovative closed-loop process control enables us to provide our customers with a variety of solutions for the production of molded parts using environmentally friendly bio-plastics.

Packaging
The quality requirements for packaging products such as Tetra Paks, bottle caps or drinking cups are extremely high. At the same time, the economical use of resources is becoming increasingly important, especially for packaging. Manufacturers therefore feel increasingly obliged to produce their products as efficiently as possible. The production process must therefore be designed in such a way that as few raw materials as possible are wasted.
In the packaging industry, time - or more precisely cycle time - is a decisive factor because the shorter the production time, the higher the final number of manufactured parts. Efficiency is increased by optimizing the cycle time. Since, almost without exception, molds with many cavities are involved, the balance of the filling process plays an essential role. Only a balanced filling process can also be optimized in terms of cycle time.

Personal Care
There are few industries where the interaction of form and function is as crucial as in the personal care sector. The aesthetic appearance of personal care products such as electronic toothbrushes is just as crucial in the battle for market shares as the smooth functioning of the products.
In personal care products, high-quality surfaces meet functional areas that are sometimes exposed to very high stress. In order to combine aesthetics and functionality and to create a practical and robust everyday object, very specific challenges are posed to the injection molding process.
Technology, Electronics & Household
Many products in the fields of technology, electronics and household are consumer goods that are produced globally and often at several locations. No matter where the injection molding parts are produced - quality must be ensured. However, different machines and the human factor make uniform quality assurance in different countries difficult.
The solution for producing injection molding parts of identical quality worldwide is to standardize part quality. The best way to do this is to automatically adjust machine and hot runner settings via process parameters such as cavity pressure or cavity temperature.
This way, part quality can be ensured even though different machines are used at different locations.
One way of producing many parts in a very short time is FOBOHA's Reversecube principle: the molds are arranged in such a way that cavities on one side can be filled and cavities on the other side cooled at the same time. The sides are reversed by a rotary movement.